
热门关键词:
感应加热:工件放到感应器内,感应器一般是输入中频或高频交流电 (300-300000Hz或更高)的空心铜管。产生交变磁场在工件中产生出同频率的感应电流,这种感应电流在工件的分布是不均匀的,在表面强,而在内部很弱,到心部接近于0,利用这个集肤效应,可使工件表面迅速加热,在几秒钟内表面温度上升到800-1000oC,而心部温度升高很小。
感应加热感应加热多数用于工业金属零件表面淬火、金属熔炼、棒料透热、刀具焊接等多个领域,是使工件内部产生一定的感应电流,形成涡流,迅速加热零件表面,达到表面迅速加热,甚至透热融化的效果。
频率选择
感应加热频率的选择:根据热处理及加热深度的要求选择频率,频率越高加热的深度越浅。
高频(10KHZ以上)加热的深度为0.5-2.5mm, 一般用于中小型零件的加热,如小模数齿轮及中小轴类零件等。
中频(1~10KHZ)加热深度为2-10mm,一般用于直径大的轴类和大中模数的齿轮加热。
工频(50HZ)加热淬硬层深度为10-20mm,一般用于较大尺寸零件的透热,大直径零件(直径Ø300mm以上,如轧辊等)的表面淬火。
经验公式
感应加热淬火表层淬硬层的深度,取决于加热的厚度,而加热的厚度又取决于交流电的频率,一般是频率高加热深度浅,淬硬层深度也就浅。频率f与加热深度δ的关系,有如下经验公式:δ=20/√f(20°C);δ=500/√f(800°C)。
式中:f为频率,单位为Hz;δ为加热深度,单位为毫米(mm)。
具体应用
感应加热表面淬火具有表面质量好,脆性小,淬火表面不易氧化脱碳,变形小等优点,所以感应加热设备在金属表面热处理中得到了广泛应用。
感应加热设备是产生特定频率感应电流,进行感应加热及表面淬火处理的设备。
淬火应用
感应加热表面淬火的应用
一、应用:
承受扭转、弯曲等交变负荷作用的工件,要求表面层承受比心部更高的应力或耐磨性,需对工件表面提出强化要求,适于含碳量We=0.40~0.50%钢材。
二、工艺方法
快速加热与立即淬火冷却相结合。
通过快速加热使待加工钢件表面达到淬火温度,不等热量传到中心即迅速冷却,仅使表层淬硬为马氏体,中心仍为未淬火的原来塑性、韧性较好的退火(或正火及调质)组织。
三、主要方法:
感应加热表面淬火(高频、中频、工频),火焰加热表面淬火,电接触加热表面淬火,电解液加热表面淬火,激光加热表面淬火,电子束加热表面淬火。
四、感应加热表面淬火
(一)基本原理:
将工件放在用空心铜管绕成的感应器内,通入中频或高频交流电后,在工件表面形成同频率的的感应电流,将零件表面迅速加热(几秒钟内即可升温800~1000度,心部仍接近室温)后立即喷水冷却(或浸油淬火),使工件表面层淬硬。(如下面动画所示)
(二)加热频率的选用
室温时感应电流流入工件表层的深度δ(mm)与电流频率f(HZ)的关系为
频率升高,电流透入深度降低,淬透层降低。
常用的电流频率有:
1、高频加热:100~500KHZ,常用200~300KHZ,为电子管式高频加热,淬硬层深为0.5~2.5mm,适于中小型零件。
2、中频加热:电流频率为500~10000HZ,常用2500~8000HZ,电源设备为机械式中频加热装置或可控硅中频发生器。淬硬层深度~10 mm。适于较大直径的轴类、中大齿轮等。
3、工频加热:电流频率为50HZ。采用机械式工频加热电源设备,淬硬层深可达10~20mm,适于大直径工件的表面淬火。
(三)、感应加热表面淬火的应用:
与普通加热淬火比较具有:
1、加热速度极快,可扩大A体转变温度范围,缩短转变时间。
2、淬火后工件表层可得到极细的隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。
3、经该工艺处理的工件不易氧化脱碳,甚至有些工件处理后可直接装配使用。
4、淬硬层深,易于控制操作,易于实现机械化,自动化。
五、火焰表面加热淬火
适于中碳钢35、45钢和中碳合金结构钢40Cr及65Mn、灰口铸铁、合金铸铁的火焰表面淬火。是用乙炔-氧或煤气-氧混合气燃烧的火焰喷射快速加热工件。工件表面达到淬火温度后,立即喷水冷却。淬硬层深度为2~6mm,否则会引起工件表面严重过热及变形开裂。
技术研究
现代感应加热电源正朝着大功率,高频化方向发展。这对现代电力电子器件来说是一个相当大的挑战。传统的方法是采用器件串并联的方式,但这存在器件之间均流均压闲难的问题,特别是当器件串并联很多时,则需要保证精确的同步信号,以避免器件之间的环流损坏电力电子器件。但在很多情况下这很难精确保证。特别是当串并联器件较多功率等级很大时,它的优良特性可有效地减少逆变桥并联之间的环流,通过参数设计可以均衡各桥的功率分配,降低器件的损耗,从而有效地解决了逆变桥并联中出现的一些问题,有利于感应加热电源多桥并联,提高输出功率和可靠性。
电压型LLC负载拓扑如图1所示。由图1可知,不同之处是在以往LC并联负载基础上再串联一个电感L1,L2和R为感应圈的等效电路,通常L1比L2大很多,L1参与谐振并起到隔离负载和电源,调节功率分配的作用。可见它与传统感应加热电源中的负载匹配变压器作用很相似,因而可以消除造价昂贵,效率不高的高频变压器,使得整个装置的体积缩小、重量减轻。LLC谐振电路阻抗表达式为
由基本的电路分析可得它有两个谐振频率, 一个是并联谐振频率f0和一个串联谐振频率f1
式中:Leq=L1//L2。
定义k=L1/L2,一般来说k值较大以满足负载匹配的要求,因此f0与f1很接近。为了获得较大功率以及控制系统设计方便,系统的理想工作点在f1。Q=L2ωo/R≈L2ω1/R为了负载的品质因数{Q》1),将k》1,Q代入式(1),则在谐振点有
由式(3)可知在ω1、点电源工仵在感性状态以保证开关管可靠换流,且电容上电压滞后逆变器输出电压90°。可以证明在ω1点为输出功率最大值。
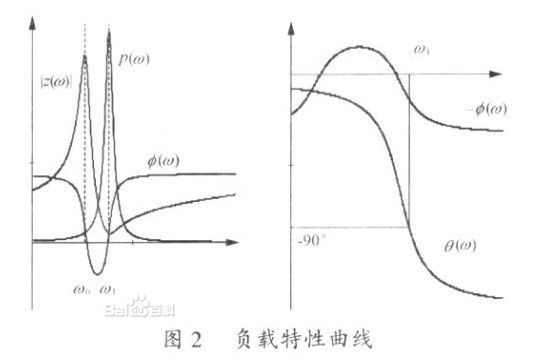
由式(4)可看出电感L1起到阻抗变换,功率调节作用。系统功率曲线以及阻抗特性曲线如图2所示。
从图2中可以看出φ(ω)在整个频域内是非单调函数,这种特性不利于用锁相环控制.相反θ(ω)=arg(vc/v1)却呈单调变化特性,且在ω1点有θ(ω1)≈-90°,所以.θ(ω)可作为控制变量引入到PLL中,从而锁定在谐振点。电容上电压最大值出现在谐振点ω1。 vc ≈v1Q/k (5)
2 感应加热并联模块环流分析
LLC谐振负载最大的优点是有利于感应加热中的多机并联,它不需要在逆变器之间附加任何元件,即使各桥的信号延时角度很大也能保证系统止常工作,抑制各桥之间的环流,调节各逆变器的输出功率,多机并联图如图3所示。

