
1 简介
2 锂电池正极材料新型干燥及煅烧技术
3 发展现状
4 锂电池正负极材料的优势
▪ 电池材料中的导电涂层
▪ 锂电池负极材料的研究
5 锂电池正极材料的搅拌
▪ 传统搅拌方式
▪ 新一代搅拌工艺
锂离子电池是以2种不同的能够可逆地插入及脱出锂离子的嵌锂化合物分别作为电池的正极和负极的2次电池体系。充电时,锂离子从正极材料的晶格中脱出,经过电解质后插入到负极材料的晶格中,使得负极富锂,正极贫锂;放电时锂离子从负极材料的晶格中脱出,经过电解质后插入到正极材料的晶格中,使得正极富锂,负极贫锂。这样正负极材料在插入及脱出锂离子时相对于金属锂的电位的差值,就是电池的工作电压。
锂离子电池是性能卓越的新一代绿色高能电池,已成为高新技术发展的重点之一。锂离子电池具有以下特点:高电压、高容量、低消耗、无记忆效应、无公害、体积小、内阻小、自放电少、循环次数多。因其上述特点,锂离子电池已应用到移动电话、笔记本电脑、摄像机、数码相机等众多民用及军事领域。
采用微波干燥新技术干燥锂电池正极材料,解决了常规锂电池正极材料干燥技术用时长,使资金周转较慢,并且干燥不均匀,以及干燥深度不够的问题
具体特点有:
1、 采用锂电池正极材料微波干燥设备,快捷迅速,几分钟就能完成深度干燥,可使最终含水量达到千分之一以上
2、 采用微波干燥锂电池正极材料,其干燥均匀,产品干燥品质好。
3、 采用微波干燥锂电池正极材料,其高效节能,安全环保。
4、 采用微波干燥电池正极材料,其无热惯性,加热的即时性易于控制。微波烧结锂电池正极材料具有升温速度快、能源利用率高、加热效率高和安全卫生无污染等特点,并能提高产品的均匀性和成品率,改善被烧结材料的微观结构和性能。synotherm注册资金2008万,是全球知名的工业微波窑炉装备制造商和工业微波加热解决方案提供商
近年来,锂电池相关政策陆续出台推动着产业上下游企业如雨后春笋般成立。锂电池主要由正极材料、负极材料、隔膜和电解液等构成,正极材料在锂电池的总成本中占据40%以上的比例,并且正极材料的性能直接影响了锂电池的各项性能指标,所以锂电正极材料在锂电池中占据核心地位。
目前已经市场化的锂电池正极材料包括钴酸锂、锰酸锂、磷酸铁锂和三元材料等产品。
随着我国经济的快速发展,对电池新材料需求的不断增加,再加上手机、笔记本电脑、数码相机、摄像机、汽车等产品对新型、高效、环保电池材料的强劲需求,我国电池新材料市场将不断扩大。锂电池作为电池未来发展方向,其正极材料市场发展前景看好。同时,3G手机推广和新能源汽车的大规模商业化都将为锂电池正极材料带来新机遇。
虽然锂电池正极材料具有广阔的市场,前景十分乐观。但锂电池正极材料还存在一定的技术瓶颈,尤其是它的电容量高与安全性能强的优势还未充分发挥出来。
实际上,在锂电池正极材料领域,任何微小的技术革新都有可能掀起新一轮的市场拓展,我国企业应加强对正极材料关键技术的研发攻关,取得国际领先地位,增强核心竞争力,在国际竞争中取得优势。
目前锂电池能量密度低。首先,能量密度低,车重了,空间也小了,需要发现电池新材料。其次,电池续航能力差,声称续航达到100公里以上的都是指理想状态,实际路面续航都是60公里左右,如果在北京这样的拥堵大城市,60公里不够。第三个是安全性较差,这个问题尚存争议,因为做电池的材料都不稳定,的确容易爆炸。
锂电池负极材料把握动力电池安全性命脉,在锂离子电池负极材料中,除石墨化中间相碳微球(MCMB)、无定形碳、硅或锡类占据小部分市场份额外,天然石墨和人造石墨占据着90%以上的负极材料市场份额。在2011年的负极材料市场统计中显示:负极材料的全球总产量应用达到32000吨,相比去年同期增长28%,其中天然石墨和人造石墨负极材料两者占据了89%的市场份额,而随着这几年由于电子产品的增速,特别是手机平板电脑领域里锂离子电池应用的增加,导致相应的电池正负极材料这几年产能迅猛上升,石墨负极材料从2009年到2011年连续三年的增速都达到25%以上。
2013年全球隔膜需求量可达5.63亿平方米,为2011年市场容量的1.41倍,产值约17亿美元。国内隔离膜市场需求2011年约1.28亿平方米。我国锂电产品已经占到全球约30%的市场份额。国内隔离膜市场需求与锂电市场同步增长。
目前国内隔离膜用量80%依靠进口,对国产隔离膜的需求还有很大的空间。国产隔离膜在国内市场的占比将快速上升,2013年国产隔离膜在国内市场的份额预计将超过30%,2015年将超过40%。
综合来看,锂离子电池正极材料的发展方向是磷酸铁锂。虽然国内磷酸铁锂正极材料的研发如火如荼,但缺乏原始创新技术。锂离子电池负极材料未来有两个发展方向——钛酸锂材料和硅基材料。国内近年来开发的硅基材料基本能达到高比容量、高功率特性和长循环寿命的要求,但产业化还须突破工艺、成本和环境方面的制约。我国在锂离子电池隔膜国产化方面已取得一定成绩,但要实现高端产品的大规模生产仍有较长的路要走。六氟磷酸锂在锂离子电池电解质中占有绝对的市场优势,但我国基本上受制于日本技术,自主研发实力薄弱。
利用功能涂层对电池导电基材进行表面处理是一项突破性的技术创新,覆碳铝箔/铜箔就是将分散好的纳米导电石墨和碳包覆粒,均匀、细腻地涂覆在铝箔/铜箔上。它能提供极佳的静态导电性能,收集活性物质的微电流,从而可以大幅度降低正/负极材料和集流之间的接触电阻,并能提高两者之间的附着能力,可减少粘结剂的使用量,进而使电池的整体性能产生显著的提升。
涂层分水性(水剂体系)和油性(有机溶剂体系)两种类型。
导电涂层涂碳铝箔/铜箔的性能优势
1.显著提高电池组使用一致性,大幅降低电池组成本。如:
· 明显降低电芯动态内阻增幅 ;
· 提高电池组的压差一致性 ;
· 延长电池组寿命 ;

· 大幅降低电池组成本。
2.提高活性材料和集流体的粘接附着力,降低极片制造成本。如:
· 改善使用水性体系的正极材料和集电极的附着力;
· 改善纳米级或亚微米级的正极材料和集电极的附着力;
· 改善钛酸锂或其他高容量负极材料和集电极的附着力;
· 提高极片制成合格率,降低极片制造成本。
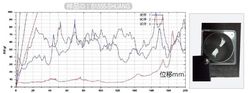
涂碳铝箔与光箔的电池极片粘附力测试图
使用涂碳铝箔后极片粘附力由原来10gf提高到60gf(用3M胶带或百格刀法),粘附力显著提高。
3.减小极化,提高倍率和克容量,提升电池性能。如:
· 部分降低活性材料中粘接剂的比例,提高克容量;
· 改善活性物质和集流体之间的电接触;
· 减少极化,提高功率性能。
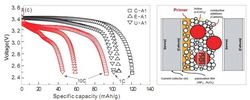
不同铝箔的电池倍率性能图
其中C-AL为涂碳铝箔,E-AL为蚀刻铝箔,U-AL为光铝箔
4.保护集流体,延长电池使用寿命。如:
· 防止集流极腐蚀、氧化;
· 提高集流极表面张力,增强集流极的易涂覆性能;
· 可替代成本较高的蚀刻箔或用更薄的箔材替代原有的标准箔材。

不同铝箔的电池循环曲线图(200周)
其中(1)为光铝箔,(2)为蚀刻铝箔,(3)为涂碳铝箔
作为锂二次电池的负极材料,首先是金属锂,随后才是合金。但是,它们无法解决锂离子电池的安全性能,这才诞生了以碳材料为负极的锂离子电池。
聚合物锂离子电池的负极材料与锂离子电池基本上相同。从前面讲过聚合物锂离子电池的发展过程可以看出,自锂离子电池的商品化以来,研究的负极材料有以下几种:石墨化碳材料、无定形碳材料、氮化物、硅基材料、锡基材料、新型合金和其它材料。本章主要讲述实用负极材料,即石墨化碳材料,其它负极材料的研究在进行论述。
对于实际应用负极材料而言,要考虑的因素比较多,除了可逆容量、不可逆容量和循环性能外,还应该包括负极材料与集流体的黏结性 (即涂布性)、制成负极极片的压实密度、体积容量密度、质量容量密度等,而后面这些因素往往是从事负极材料研究的人员所忽略的。当然,负极材料的导电性、比表面积也是要考虑的因素。
由于碳材料种类比较多,为了更好地了解负极材料,对一些与碳材料有关的基本知识先进行介绍。
混合分散工艺在锂离子电池的整个生产工艺中对产品的品质影响度大于30%,是整个生产工艺中最重要的环节。锂离子电池的电极制造,正极浆料由粘合剂、导电剂、正极材料等组成;负极浆料则由粘合剂、石墨碳粉等组成。正、负极浆料的制备都包括了液体与液体、液体与固体物料之间的相互混合、溶解、分散等一系列工艺过程,而且在这个过程中都伴随着温度、粘度、环境等变化。在正、负极浆料中,颗粒状活性物质的分散性和均匀性直接响到锂离子在电池两极间的运动,因此在锂离子电池生产中各极片材料的浆料的混合分散至关重要,浆料分散质量的好坏,直接影响到后续锂离子电池生产的质量及其产品的性能。
目前传统的锂电池正极浆料的制备都是在双行星分散设备中完成的。尽管目前在小型电池生产技术上已日趋成熟,但目前锂离子电池的生产过程中,电池的一致性控制仍然是锂离子电池制作的技术难点,尤其是对于大容量、大功率的动力型锂离子电池。另外,随着锂离子电池材料的不断进步,原材料颗粒粒径越来越小,这不仅提高了锂离子电池性能,也非常容易形成二级团聚体,从而增加了混合分散工艺的难度。在锂离子电池生产过程中,对电池电极结构的控制是关键,尽管很多锂离子生产厂家对此未引起重视,采用不同结构的电极片生产的电池的自放电率、循环性、容量、一致性等都不同。
如何控制其电极片内部的微观结构,是锂离子电池生产过程的关键技术。所以在制备电极片过程中,必须控制好锂离子电池浆料的混合分散质量,提高电池浆料的均匀一致性和分散稳定性。
锂离子电池浆料的混合分散过程可以分为宏观混合过程和微观分散过程,这两个过程始终都会伴随着锂离子电池浆料制备的整个过程。而根据传统工艺中的叶轮剪切——循环特性,可以把叶轮的作用分为两大类,第一类是对叶轮附近产生的剪切作用;第二类则是通过叶轮泵出的流量产生循环作用。浆体的进一步分散作用主要依靠叶轮的剪切作用,而叶轮的流量决定了叶轮的分散的能力。而在离叶轮端部较远的区域,总会存在一层浆料始终停滞不动,这个区域也就是人们常说的“死区”,分散设备的工作区域越大,而且浆料黏度越高,“死区”的问题就越突出,就算采用不同的叶轮和结构,死区仍然难以避免,因此在锂离子电池浆料的制备过程中,所制得的浆料产品就会出现混合分散不均匀、粉体颗粒与粘合剂接触不均匀、易分层和发生硬性沉淀等一系列问题。浆体的流变性十分复杂.一种浆体在低浓度时可能表现为牛顿流体或假塑性流体;浓度稍高产生絮团后,可能表现为宾汉流体;更高的浓度下又可能会出现胀塑性流体。
对同—种浆料,在剪切率不太高时,不出现胀流现象,剪切率高时又可能转化为胀塑性流体。有些非牛顿流体在低剪切速率和高剪切速率下都可能呈现牛顿流体形象,这可能是因为在低剪切速率下,分子的无规则热运动占优势,体现不出剪切速率对其中物料重新排列使表观粘度的变化,当剪切速率增高到一定限度后,剪切定向达到了最佳程度,因而也使表观粘度不随剪切速率而变。如前所述,许多非牛顿体其流变特性受到体系中结构变化的影响。
在超剪切分散设备中,作用于液体的能量一般相当集中,这样可以使液体收到高能量密度的作用。引入能量的类型和强度必须足以使分散相颗粒有效地均匀分散。分散均匀的本质是使物料中分散相(固体颗粒、液滴等)受流体力学上的剪切作用和压力作用破碎并分散。
液体物料分散系中固体分散相颗粒或液滴破碎分散的直接原因是受到剪切力和压力的共同作用。引起剪切力和压力作用的具体流体力学效应主要有三种,它们分别是层流效应、湍流效应和空穴效应。层流效应的作用是引起固体分散相颗粒或液滴的剪切和拉长,湍流效应的作用是在压力波动作用下引起固体分散相颗粒或液滴的随意变形,而空穴效应的作用则是使形成的小气泡瞬间破灭产生冲击波,而引起剧烈搅动。
综上所述,超剪切分散设备内物料的分散机理比较复杂,主要是以剪切作用起主导作用,而以其他作用为辅。浆体物料在高频压力波的作用下产生反复的压缩效应,同时又受到超剪切分散设备内窄小间隙内的剪切力和回旋剪切力的强烈作用,如此综合反复的作用,被处理的浆料产生强烈的分散和粉碎作用,最终达到快速超细分散的目的。

